부품은어제 늦게 도착했다.
바이크 작업은 어제도 물론 쉬지 않았다.
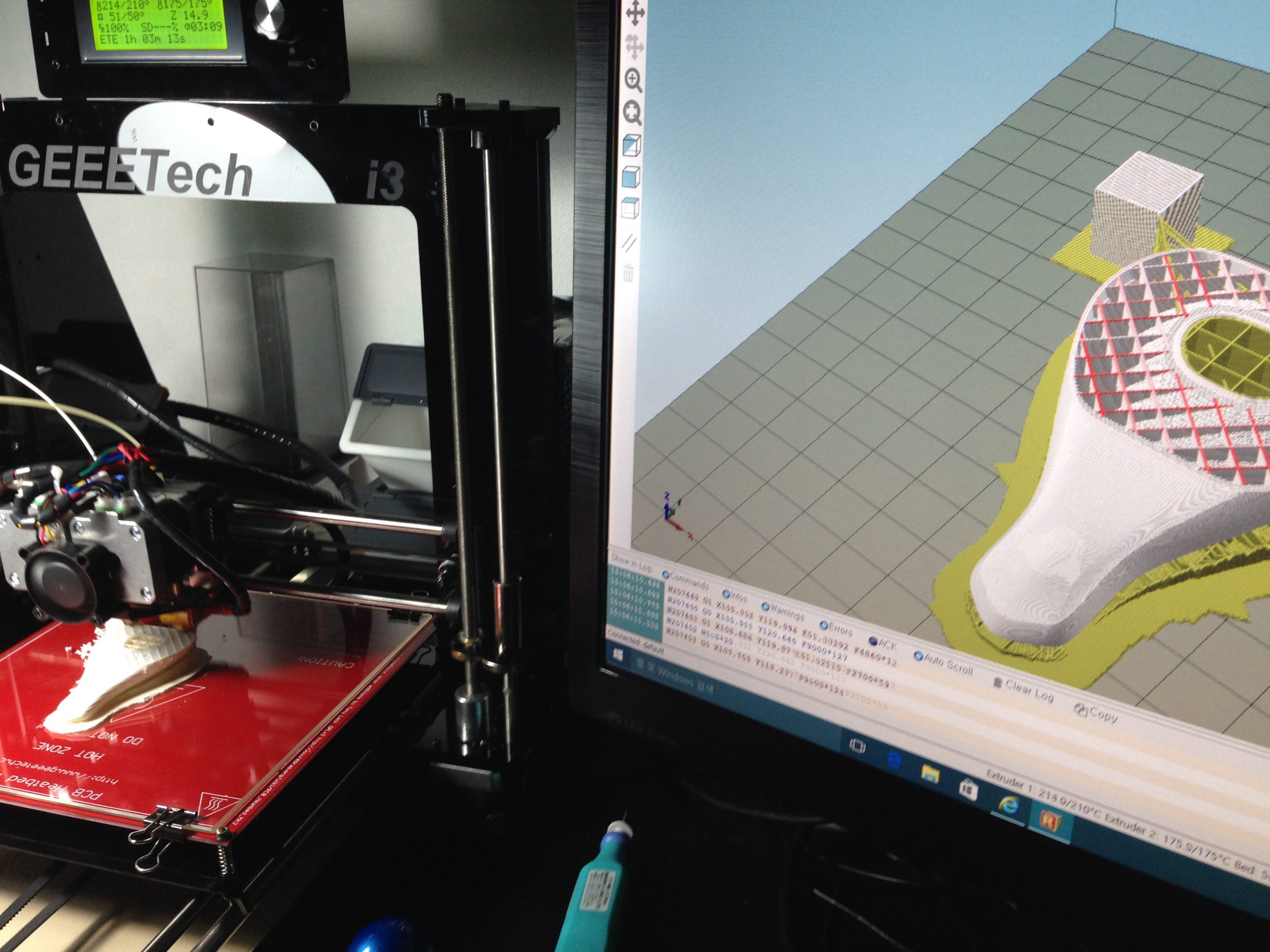
전에도 말했듯이… 조립하려면 깍고 다듬는 작업이 필요하다.
물론 이전보다는 휠씬 수월하게 작업한다.
이미 경험한것을 바탕으로 수축되는 정도를 파악했으니까 그렇다.
하지만 여전히 깍고 다듬는 작업은 피할 수 없다.
3D 프린터에서 출력된 부품은 서포트부분, 다시말해 출력물을 적층하여 만들때 중간에 떠 있는 부분을 지지대로 받쳐주어야 하는데 이걸 분리하면 까칠한 면이 많다. 까칠한 면은 정밀성을 크게 저해한다.
어떻게든 깍아 내야하고, 또 수축된 부분과 경계면의 0.4~0.5mm의 기본 오차를 갖고 있어 아무리 잘 수정해도 조금은 결합성을 저해한다.
물론 수천 수억원의 제품들은 상황을 고려해서 출력한다.
그럼에도 그들의 기기에도 오차는 존재한다.
그러니 DIY(Do it yourself) 제품은 개발자에게 정말 큰 선물이 틀림없다.
각설하고,
어제 저녁에 부품이 도착했다. Nozzle Neck(노즐목 이라 불림) 속의 테프론파이프가 타버려 관내부가 좁아지고 이물질이 붙어있다. 이건뭐 뻔한 결과를 야기한다.
다시말해 이건 재활용이 사실상 불가하다.
부드럽게 압출기(Extruder)에서 밀려들어와 정확한 양을 분출해 줘야 출력물이 온전해진다. 뭐 당연한 상황인데, 바빠서 점검하는 일을 간과하게 되는 경우가 많아 사용자는 종종 격게 되는 문제이다.
교체를 시작했다.
이미 이런일은 이전에도 했었기 때문에 어렵지 않게 작업이 가능하다. 우선 모터와 함께 붙어있는 Extruder를 노즐로 부터 분리하고 그들 사이에 연결해 주는 노즐넥(Nozzle Neck )을 분리해 준다.
이번에 문제가 되었던 3D 프린터는 듀얼 익스트루더(Extruder압출기)가 적용된 제품인지라 좀더 세심한 조립이 필요하다. 그래서 Overhauling 때도 조심해서 두개의 히터가 서로 바뀌지 않도록해야한다.
잘못 조립하면 한쪽에서 녹이고 다른쪽에서 압출하는 웃지못할 상황에 직면하게 된다.
또한, 두개의 노즐 높이가 정확하게 일치해야만 한쪽이 출력할때 다른쪽 노즐이 애써 적층한걸 망쳐놓는 최악의 상황에 놓이기 때문이다.
또한가지 보통 초기모델의 경우 노즐 히트블록을 면패드로 감싸주는, 즉 방열작업이 되어 있는 경우가 많다. 이는 히트블록의 열손실을 줄이고 동시에 주변장치들에게 열을 발산해주는것을 막기 위한것이기도 하다.
요즘에 보우덴Bowden) 타입이 많아지고 있다.
노즐과 압출기(Extruder)간 거리가 생긴 구조에 노즐넥을 방열핀으로 감싸져 있어 필라멘트가 중간에 녹아 출력에 지장을 주는 clogging현상을 최소화 한 제품도 많이 출시되고 있다.
하지만 수리중인 제품은 방열핀 없는 압출기와 노즐 히트블록 사이에 단지 노즐넥만 있는 형태라서 조금더 세심한 주의가 필요하며 자주 점검해 주어야 한다.
ABS 필라멘트나 고강도 필라멘트들을 사용하다보면 고온으로 출력하는 경우가 많다. 이때 방열핀이 없는 구형의 경우 중간에 막히거나 노즐넥 내부의 테프론 튜브가 타버리는 현상도 격게된다.
고온에서 작업이 많은 상황인지라 차후에 방열핀 있는 타입으로 개조할 게획이다.
그래서, 그렇게 격다보니 전문가 아닌 전문가가 된다.
대부분의 개발자들이 그렇게 업그레이드 된다.
다른 3D 프린터 제품들은 방열핀이 이다.
그래서 고온인 상황에서도 안정적인건 확실하다.
어찌되었건 바이크는 완성될때까지 계속 부품을 수정하거나
Design을 수정하게 될것이고 바로 3D프린터 작업을 하게 된다.
바이크 작업은 3D 프린터 수리하는데 시간을 허비한지라 많이는 하지 못했다 그래도 앞쪽 스포크 부분의 베어링을 삽입하는것까지 완료했다.
앞으로 자주 글을 올리지 못할 수도 있다.
너무 피곤하면 글을 쓰다 졸기만 해서 그렇다.
지금도 사진을 올리고, 다양하게 사이트를 지속적으로 관리해야 함에도불구하고…
글 쓸사람은 시간이 없고, 그것도 모자라 그냥 또 졸고 있다.
자꾸만꿈속에서 헤멘다.
그래도, 그렇게 힘들어도 아직 꿈 꿀수 있어 행복하다.
그리고, 내일이 있어 즐겁다.
영국사람들이 자주 사용하는 말이 귓가에 맴돈다.
Very Well~
사진은 차후에 업데이트합니다.